Profilieren

Walzprofilieren oder Kaltwalzen von Profilen (engl. roll forming) ist ein kontinuierliches Biegeverfahren, bei dem das Material von einem Ring in die Profiliermaschine läuft. Dort wird es langsam in vielen Biegeoperationen durch Profilwalzrollen zum gewünschten Profilquerschnitt umgeformt. In fast allen Fällen werden die Profile direkt in der gewünschten Profillänge hergestellt. Es entfällt ein zusätzlicher Arbeitsgang für das Ablängen.
Lochen/Perforieren
Durch Stanzanlagen, die vor -, zwischen den Walzoperationen oder nach dem Profilieren angeordnet werden können, ist ein Lochen an unterschiedlichsten Stellen möglich. Wann und wo diese Stanzanlagen zum Einsatz kommen, entscheidet die Geometrie des Profilquerschnittes und die vom Kunden gewünschten Toleranzen.

Laserschneiden

Das moderne Laserschneid-Verfahren ermöglicht in der heutigen Produktion ungeahnte Möglichkeiten. Mit Hilfe eines Lasers werden noch so kleine Details aus den vorgefertigten Profilen herausgeschnitten oder eingraviert. Durch das Laserschneiden entsteht dabei kein lästiger Grat, welcher bisher nachbearbeitet werden musste. Andere Vorteile wie die entfallene Rüstzeiten oder kleinen Losgrößen erscheinen Aufgrund der hohen Präzession und gleichbleibender hoher Qualität schon beinahe unwichtig.
Laserschweißen
Dieses Verfahren wird eingesetzt, um den Profilquerschnitten durch das Schließen der voreinander stehenden Kanten, eine höhere Festigkeit zu geben. Hierbei entsteht ein sehr geringer thermischer Verzug. Die zu verschweißenden Kanten werden über die Schmelztemperatur von Metall erhitzt, so dass sich eine Schmelze bildet. Durch die hohe Abkühlgeschwindigkeit der Schweißnaht, wird diese je nach Werkstoff sehr hart und verliert in der Regel an Zähigkeit.

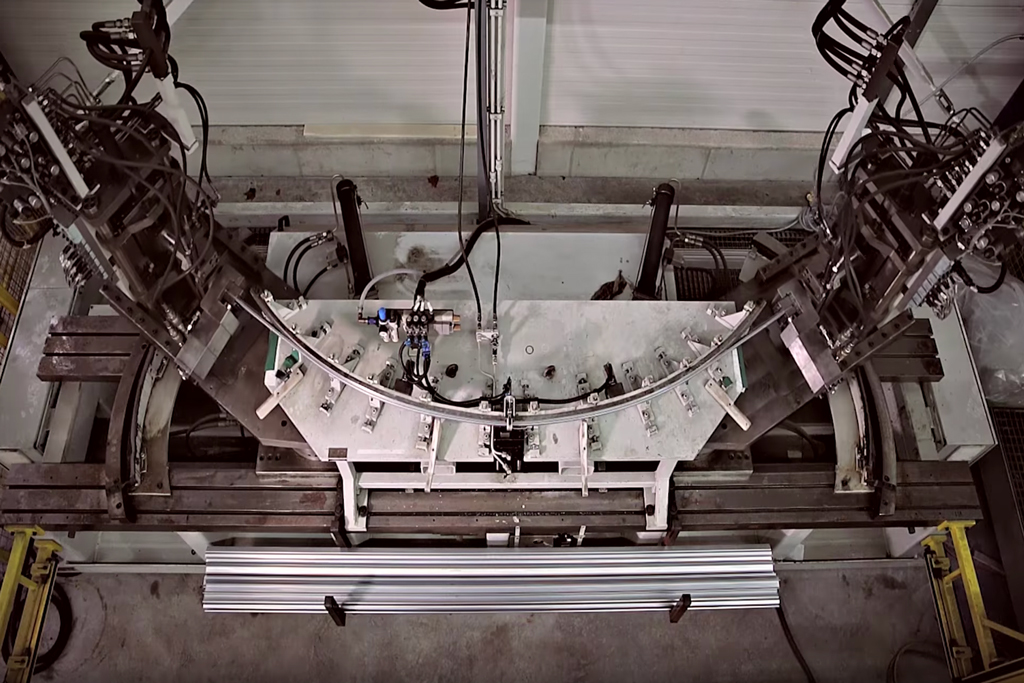
Biegen

Durch den Biegeprozess, der online in die Profiliermaschine integriert werden kann, ist es möglich, Profile mit einem gleichmäßigen Radius, (in Profillängsrichtung) ohne zusätzlichen Arbeitsgang, herzustellen. Je nachdem, wo sich die Biegung am Bauteil befindet, kann diese auch beim Trennen mit hergestellt werden. Sollten weitere Biegungen gewünscht werden, besteht immer die Möglichkeit, diese in zusätzlichen Arbeitsgängen herzustellen.
Streckbiegen
Beim Streckbiegen werden die Enden des Profilstrak in Zangen gehalten und auf Zugspannung gebracht. Anschließend wird dieses Profil über ein massives Biegewerkzeug gezogen/geformt. Durch den Streckprozess wird die Lage der neutralen Faser beeinflusst. Auf diese Weise kann eine normalerweise entstehende Wellenbildung minimiert werden. Die durch die Spannzangen deformierten Profilenden müssen beschnitten werden.
Stanztechnik
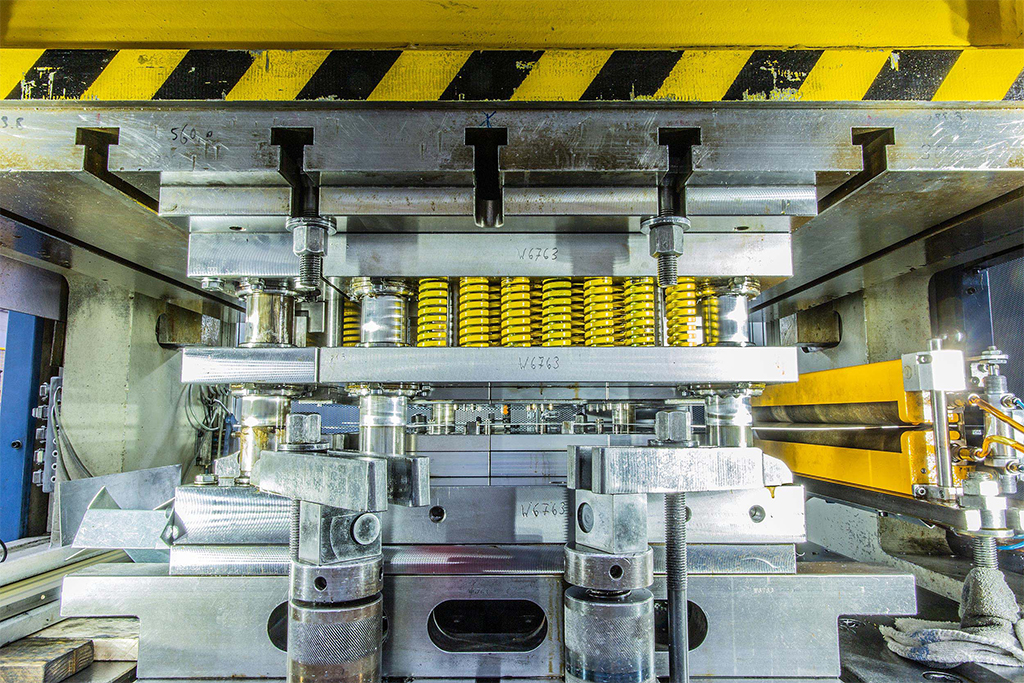
Durch spezielle Werkzeuge (Folgeverbundwerkzeuge) läuft ein vom Ring abgewickelter Blechstreifen. Dieser wird an unterschiedlichen Stellen gelocht und gebogen, sodass pro Stanzhub ein fertiges Bauteil, einfach, zweifach oder mehrfach fallend hergestellt werden kann.
Oberflächenveredelung
Hier sind der Fantasie keine Grenzen gesetzt. Zu den angewandten Verfahren gehören:
- galvanisches Verzinken
- kathodische Tauchlackierung (KTL)
- Pulverbeschichtung
- Lackierungen aller gängiger RAL Farben und Oberflächenqualitäten
- Gleitlacklackierungen