Roll forming

Roll forming or cold-rolling is a continuous bending process whereby the material is fed into the rolling machine from a ring. It is slowly passed through a set of rolling plates and moulded bend-by-bend into the desired cross-section shape. Profiles are almost always manufactured to the exact length required. This eliminates an additional work process of cutting to size.
Punching
Punching machines located before or between rolling operations, or after roll forming, allow for profiles to be perforated at various points. Where and when these punching machines are used is defined by the geometry of the profile cross-section and the tolerances requested by the customer.

Laser cutting

The modern laser cutting process enables unimagined possibilities in today’s production. With the help of a laser even the smallest details are cut out of the prefabricated profiles. The laser cutting creates no annoying burr, which must be reworked. Other advantages such as the short set-up time or small lot sizes appear due to the high precession and consistent quality almost unimportant.
Laser welding
This process is used to reinforce profile cross-sections by closing any gaps between edges that are arranged one in front of the other. However, it does generate a very slight thermal distortion. Edges to be welded are heated to above the metal’s melting point to form a molten mass. Because welded seams cool so rapidly, depending on the material they become incredibly solid and usually less resilient.

Bending

The bending process, which can be integrated into the roll forming machine online, allows us to produce profiles with a consistent radius (in the lengthwise direction) without having an additional work process. Depending on where the bend is on the component, it can also be added during separation. If additional bends are required, there is always the option of adding these in extra work steps.
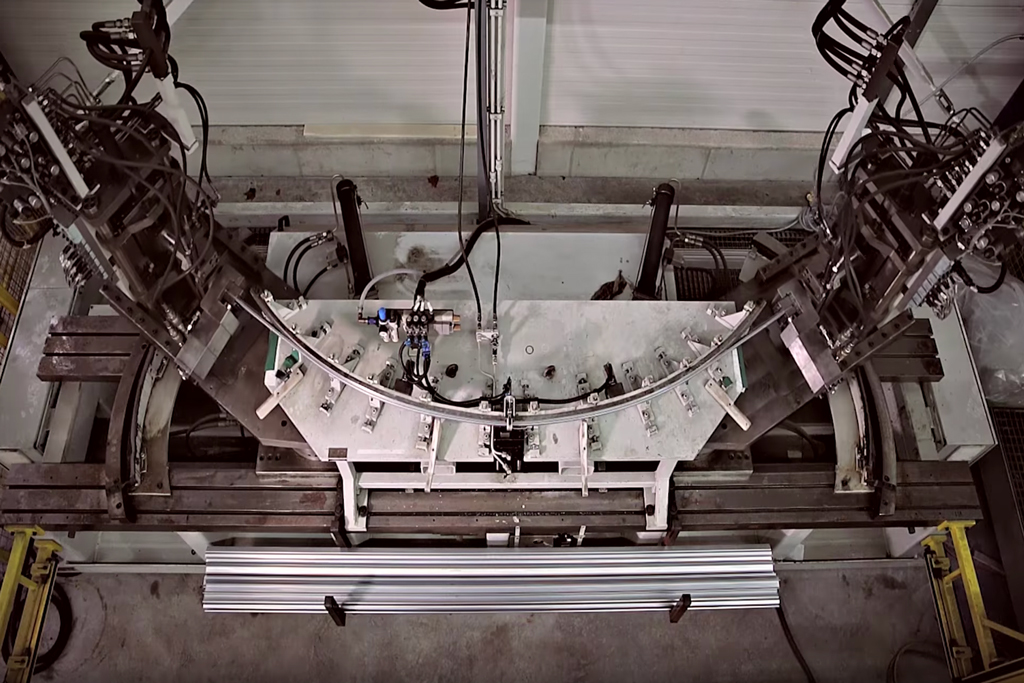
Stretch forming
Stretch forming or bending involves clamping the ends of the profile and then increasing the tensile load. The profile is then bent/formed around a massive die or tool. The stretching process alters the position of the neutral fibres. This minimises the formation of ripples that is typical for this process. If the ends of the profile are warped by the clamps, then they must be cut off.
Punching technology
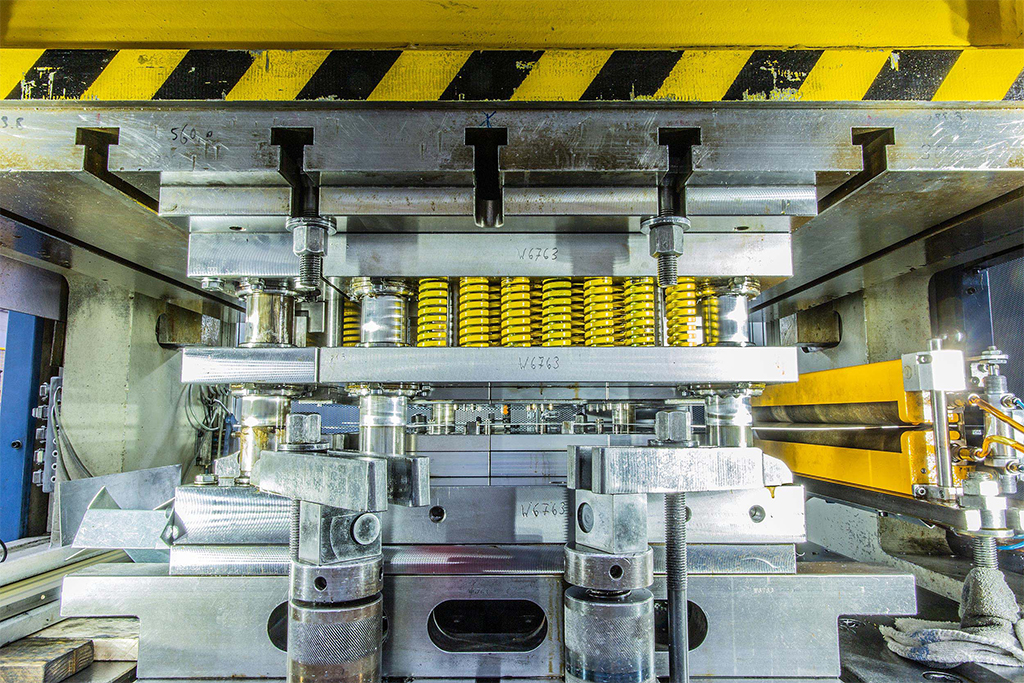
A strip of metal runs off of a ring and is passed through special tools (progressive dies). It is pierced and bent at various points to produce one, two or more finished components per punch.
Surface finishing
There are no limits to your creativity here. The processes we use include:
- Galvanic zinc coating
- Cathodic dip coating (CDC)
- Powder coating
- Paintwork in all popular RAL colours and surface qualities
- Paintwork with bonded coating